When a rolling mill descaling system stops performing as expected, the instinctive response is often to blame pressure: “increase bar,” “pump is weak,” or “we need higher pressure.” In practice, pressure is rarely the real problem.
A hydraulic descaling system fails when the hydraulic energy delivered at the nozzle is insufficient, misdirected, or unstable—regardless of what the pump gauge shows.
This blog explains the most common root causes when a descaling system is not performing, including two critical but frequently ignored causes:
- Wrong pump selection (low flow vs nozzle requirement)
- Incorrect jet impact angle
Prepared as a practical field guide for rolling mill Operations and Maintenance teams, and written on behalf of PressureJet Systems Pvt. Ltd., known for application-engineered descaling systems—not theoretical sizing.
1) First: What “Descaling Not Performing” Really Looks Like
Mills usually observe one or more of the following:
- Striping or patchy scale removal
- Scale reappearing downstream
- Increased roll wear and grinding frequency
- Surface defects (scale impressions, pits, laps)
- Heavy “mill garbage” accumulation
- Unstable rolling bite or slippage
Each symptom maps to specific mechanical or hydraulic failures. Guessing wastes time; structured diagnosis restores performance.
Root Cause #1: Nozzle Wear or Partial Blockage (Most Common)
Nozzles are the actual working tools. If they degrade, descaling fails even with correct pressure.
Failure mechanism
- Orifice erosion → loss of jet coherence
- Partial blockage → distorted spray → dead zones
- Misalignment → poor coverage
How to confirm
- Striping patterns across billet width
- Inconsistent spray shapes
- Nozzle tips show wear or deposits
Corrective action
- Replace nozzles based on operating hours
- Improve filtration discipline
- Re-align headers and verify stand-off distance
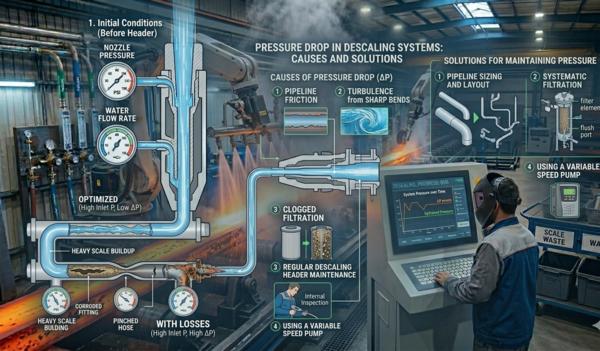
Root Cause #2: Pressure Loss Between Pump and Header
Pump pressure ≠ nozzle pressure.
Hidden losses occur due to
- Undersized piping
- Restrictive valves
- Header manifold imbalance
- Choked strainers and filters
How to confirm
- Measure pressure at pump and near header
- Significant drop = energy loss before the jet
Corrective action
- Remove restrictions
- Balance header design
- Service valves and clean filters
Root Cause #3: Filter Choking and Poor Water Quality
Dirty water destroys jet quality.
Failure mechanism
- Filter choking → unstable flow
- Nozzle erosion accelerates
- Valve seats and pump valves wear
- Volumetric efficiency drops
Corrective action
- Monitor filter ΔP as a KPI
- Implement staged filtration
- Maintain documented cleaning cycles
Root Cause #4: Booster Pump / Suction-Side Issues
Many “pressure problems” originate at suction.
Failure mechanism
- Booster inlet filters clog
- Cavitation begins
- Pressure fluctuates at header
Corrective action
- Clean booster filters
- Check NPSH and suction air leaks
- Stabilize inlet pressure
Root Cause #5: Valve Problems and Timing Errors
Common in billet-tracking systems.
Failure mechanism
- Late opening / early closing
- Internal restriction
- Worn guides or actuators
Corrective action
- Inspect valve internals and guides
- Verify actuation timing
- Ensure clean, dry actuation air
Root Cause #6: Incorrect Header Geometry (Coverage Failure)
Pressure cannot fix bad geometry.
Typical errors
- Wrong nozzle spacing → dead zones
- Poor overlap → striping
- Excess stand-off → jet breakup
- Wrong impact direction → scale rebound
Corrective action
- Re-engineer spacing, overlap, stand-off
- Correct impact direction for evacuation
- Improve drainage to remove debris
Root Cause #7: Wrong Pump Selection – Flow Rate Below Nozzle Requirement (CRITICAL)
This is one of the most damaging and most overlooked causes.
What actually goes wrong
The pump is selected only on pressure, not on total flow required by all nozzles.
As a result:
- Pressure looks “correct” at low demand
- When all nozzles open, flow collapses
- Jet velocity drops
- Impingement force reduces
- Scale fractures but does not evacuate
Typical symptoms
- Descaling looks weak only during full-width operation
- Works on smaller sections, fails on larger billets
- Pressure gauge fluctuates when valves open
- Persistent scale flakes downstream
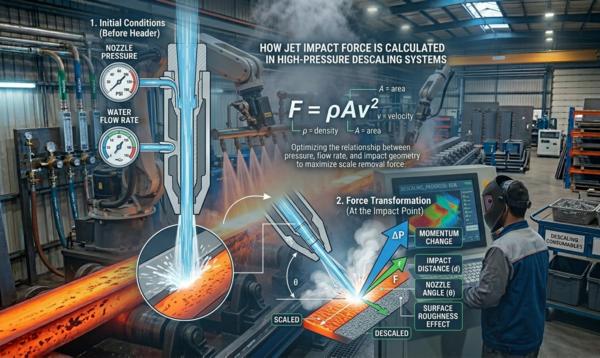
Engineering reality
Each nozzle has a calculated flow at pressure:
Q=CdA2ΔPρ
Total system flow requirement:
Qtotal=∑Qnozzles
If the pump cannot supply that flow at pressure, descaling performance will always be inconsistent—no matter how good the header design is.
Corrective action
- Recalculate nozzle flow at operating pressure
- Match pump flow capacity to total nozzle demand + margin
- Verify volumetric efficiency under full load
This is not a maintenance issue.
This is a design selection error.
Root Cause #8: Wrong Jet Impact Angle (Correct Pressure, Wrong Direction)
Jet impact force is directional. If the direction is wrong, scale removal efficiency collapses.
What goes wrong
- Jet hits at too shallow an angle → slides over scale
- Jet hits too steep → fractures scale but pushes it into the line
- Jet direction causes rebound and redeposition
Symptoms
- Scale lifts but reappears downstream
- Heavy garbage near guides and roller tables
- Clean surface immediately at header, dirty surface later
Engineering principle
Effective descaling requires:
- Normal component of force to fracture scale
- Tangential component to sweep scale away
Wrong angle = force wasted in the wrong direction.
Corrective action
- Adjust nozzle angle to balance fracture + evacuation
- Validate direction of water flow and debris exit
- Ensure scale is pushed away from billet travel path, not back into it
This is a header design and installation issue, not a pump issue.
Root Cause #9: Re-Oxidation Window (Natural but Reducible)
Fresh scale forms when hot steel meets oxygen.
Symptoms
- Thin uniform film
- Worse with long distance/time before first stand
Corrective action
- Reduce time between descaling and rolling
- Minimize drafts and open exposure
- Add secondary header closer to stand (if justified)
Practical Troubleshooting Order (Engineer-Ready)
When a descaling system is not performing, follow this exact sequence:
- Inspect nozzle condition and spray pattern
- Measure pressure at header (not only pump)
- Verify pump flow vs total nozzle flow requirement
- Check filtration and booster inlet filters
- Inspect valves and timing
- Review header geometry and impact angle
- Check drainage and debris removal
- Reduce re-oxidation exposure window
This avoids guesswork and unnecessary pressure escalation.
Where PressureJet Fits ?
PressureJet does not claim to stop oxidation.
What PressureJet does is engineer descaling systems so that:
- pump flow truly matches nozzle demand,
- pressure is delivered at the header,
- jet impact direction is correct,
- scale is evacuated, not recycled,
- performance remains stable over time.
That is process control—not marketing.
Conclusion
When a descaling system is not performing, the root cause is almost never “low pressure” alone. In real mills, failures come from:
- wrong pump flow selection,
- nozzle wear and blockage,
- header pressure loss,
- incorrect impact angle,
- poor evacuation and drainage,
- filtration and suction instability.
Fix those, and descaling stabilizes—without chasing bar numbers.
Contact our experts today for a customized descaling solution.
- Visit: www.pressurejet.com
- Specialized Portal: www.steeldescaling.com