In hot rolling mills, oxide scale is not an “if.” It is a law-of-physics outcome: when hot steel meets oxygen, oxidation happens. That means no rolling mill—no matter how advanced—can claim zero scale formation.
So why do mills still complain that scale reappears after descaling?
Because what most teams call “scale coming back” is usually not new scale magically forming out of nowhere. In practice, it’s one of three distinct mechanisms:
- Residual scale: the scale was never fully removed.
- Re-deposition: the scale was removed but fell/splashed back onto the billet.
- Re-oxidation: fresh scale forms naturally because hot steel is exposed to oxygen again.
1) The First Truth: Oxidation Is Natural—But “Scale Reappearing as a Defect Driver” Is Often Preventable
Scale forms in the reheating furnace because steel is heated above oxidation thresholds and exposed to oxygen. After descaling, the steel surface is still hot. If it travels in open air, re-oxidation begins again immediately.
However, most mills don’t reject product because of a thin, inevitable oxide film. Mills lose money because scale becomes:
- embedded into rolls as an abrasive,
- trapped in the roll bite and pressed into the surface,
- accumulated as “mill garbage” that damages guides and roller tables,
- a trigger for surface defects, roll wear, and rejection.
That’s why the right question is not “How to stop scale?”
The right question is: Why does scale appear again enough to damage rolling stability and product quality—and what controls reduce it?
2) Step One: Identify Which “Scale Reappearing” You Actually Have
A) Residual Scale (Most Common)
Scale was cracked but not fully removed, or it remained in patches due to non-uniform coverage.
What you typically see
- Striping or bands across the billet width
- Patches that appear near corners and edges
- The billet looks “partly clean” but not uniform
- Roll wear increases despite “normal pressure”
What it means : You are not delivering enough effective impingement force uniformly, or you are not evacuating fractured scale.
B) Re-Deposition (Very Common in Real Mills)
Scale was removed, but it fell back or was splashed back onto the billet due to poor drainage, turbulence, or zone contamination.
What you typically see
- Billet looks clean right at header exit
- Flakes/spots appear again near roller tables and guides
- Heavy sludge and “garbage” buildup around the descaling zone
- The problem worsens when drainage is poor or the pit is overloaded
What it means : The descaling zone is not managing debris flow. You are cleaning steel, then throwing the dirt back on it.
C) Re-Oxidation (Natural, But Reducible)
Fresh oxide forms after descaling because the billet is still hot and exposed to oxygen.
What you typically see
- Thin, uniform film (not heavy flakes)
- More visible when distance/time between header and first stand is high
- Worse during delays (cobble recovery, speed drops, pauses)
- Worse with strong air drafts and open exposure
What it means : You cannot eliminate oxidation, but you can reduce the opportunity window for it.
3) Solutions That Actually Work (Root Cause → Fix)
Solution Set 1: Fix Residual Scale (Improve Removal + Evacuation)
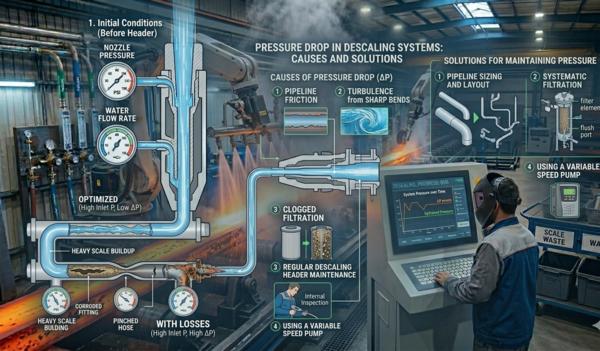
1) Measure Pressure at the Header—Not Just at the Pump
Many mills read 250–300 bar at the pump and assume the jets are correct. But nozzle pressure can drop due to piping loss, restrictions, valves, and clogged strainers.
Action
- Verify pressure at header/nozzle tapping points
- Compare pump discharge vs header pressure
Outcome : You locate where energy is being lost before it reaches the steel.
2) Restore Nozzle Performance (Nozzles Are the “Cutting Tool”)
Nozzle tips wear and block. Erosion enlarges the orifice, which can reduce jet coherence and reduce effective impingement at the surface. Partial blockage distorts the spray, creating dead zones.
Action
- Inspect nozzle tips on a scheduled basis (hours-based)
- Replace worn nozzles before striping becomes visible
- Confirm correct nozzle type (spray angle, orifice) for your section size
Outcome : Uniform jet impact returns; striping reduces; scale removal becomes consistent.
3) Correct Coverage: Spacing, Overlap, Stand-Off, Impact Angle
A descaling header is not “just a pipe.” Coverage geometry defines whether the entire billet surface sees uniform impact.
Action
- Check for striping: a classic sign of underlap or dead zones
- Validate overlap, spacing, and stand-off distance
- Ensure impact direction supports evacuation away from the billet path
Outcome : Residual scale bands reduce; surface condition stabilizes.
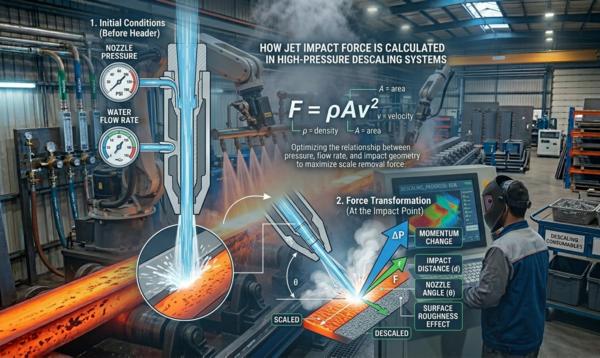
4) Ensure Flow Is Section-Specific (Evacuation Requires Water Mass, Not Only Pressure)
Pressure breaks adhesion; flow removes debris. If flow is undersized for a given billet/bloom/slab, scale fractures but doesn’t evacuate.
Action
- Confirm flow is matched to section size and header width coverage
- Prevent “pressure-only” upgrades without flow verification
Outcome : Loose scale is flushed away instead of traveling into stands.
Solution Set 2: Fix Re-Deposition (Stop the Scale From Falling Back)
Re-deposition is a zone engineering and housekeeping problem. This is often where mills lose the most.
1) Improve Drainage and Debris Transport
If the pit and channels cannot carry scale slurry away, it will bounce, splash, and settle back onto the billet path.
Action
- Ensure drainage channels are free-flowing
- Remove garbage traps near roller tables, guides, and chutes
- Maintain pit cleaning schedule aligned to production
Outcome
Scale leaves the system instead of staying around the billet.
2) Control Splashback and Rebound Paths
Even good jets can throw debris back if deflectors and shields are poorly oriented.
Action
- Use deflectors designed to send debris away from billet travel line
- Reduce splashback onto underside/edges
- Keep the roller table region near descaling clean and drained
Outcome
Billet stays clean after the header, not just at the header.
Solution Set 3: Reduce Re-Oxidation (You Can’t Stop It, But You Can Shrink It)
This is the part that is “natural,” but mills can still control the severity.
1) Minimize Time Between Descaling and Rolling
Re-oxidation increases with exposure time. Shorten the window.
Action
- Reduce distance between header and first stand where feasible
- Avoid operational pauses with hot billets exposed
- Improve process discipline during cobble recovery
Outcome
Less new oxide film forms before rolling.
2) Reduce Oxygen Exposure (Practical, Not Theoretical)
Open air + drafts accelerate re-oxidation.
Action
- Install covers/shrouds where feasible
- Reduce drafts around the descaling zone
- Avoid creating steam turbulence patterns that lift and redeposit particles
Outcome
Re-oxidation is reduced; surface stability improves.
3) Consider Secondary Descaling Closer to the Stand (Layout-Dependent)
Some mills benefit from a second header placed closer to the deformation zone, especially when the first header is far from the stand.
Action
- Evaluate travel time, layout constraints, and water handling capacity
- Add secondary descaling only when justified by evidence
Outcome
The steel enters the roll bite cleaner, with less chance for re-oxidation film buildup.
4) Field Troubleshooting Guide (Engineer-Ready)
When scale reappears after descaling, follow this sequence—fast and logical:
- Identify scale type
- Uniform film → re-oxidation
- Flakes/spots → redeposition or residual scale
- Stripes → nozzle/coverage issue
- Check nozzle tips and spray pattern
- Erosion, blockage, misalignment
- Measure header pressure (not only pump pressure)
- Find hidden losses
- Check filtration and booster inlet filters
- Choked filters reduce infeed and destabilize pressure
- Cavitation causes fluctuating delivery and weaker jets
- Inspect on/off valves (if used)
- Sticking, restriction, guide wear, timing delay
- Fix drainage and zone cleanliness
- Stop scale from returning to the billet
This workflow prevents random changes and targets true root causes.
Conclusion: Scale Is Natural. Reappearing Scale Problems Are Usually Fixable.
Scale formation is inherent in hot rolling. But when scale “reappears” enough to damage roll life and product quality, the cause is usually:
- incomplete removal (residual scale),
- poor evacuation and zone contamination (re-deposition), or
- excessive exposure time and oxygen contact (re-oxidation severity).
Mills that solve this don’t chase pressure numbers blindly. They focus on:
- header/nozzle geometry,
- stable nozzle pressure,
- section-specific flow for evacuation,
- filtration discipline,
- drainage and zone hygiene,
- minimizing time gap to the stand.
Do that, and you won’t “stop oxidation.”
But you will stop scale from controlling your mill.
Contact our experts today for a customized descaling solution.
- Visit: www.pressurejet.com
- Specialized Portal: www.steeldescaling.com