In hot rolling mills, “descaling” is often spoken about as if it is purely a pump pressure decision—150, 200, 300, or 400 bar. That’s an oversimplification. In real production, mills frequently discover an uncomfortable truth:
Two mills running the same pressure can get completely different scale removal results.
The reason is descaling header design. The header (and everything attached to it—nozzles, piping, valves, and mounting geometry) determines whether the hydraulic power you generate at the pump is converted into useful impingement force at the steel surface. If header design is wrong, even the best high-pressure pump cannot deliver consistent scale removal efficiency.
This blog explains, in practical engineering terms, how descaling header design affects scale removal efficiency in bar mills, section mills, wire rod mills, plate mills, and TMT mills—written on behalf of PressureJet, known in the industry for application-focused hydraulic descaling systems.
1) What “Scale Removal Efficiency” Really Means
Scale removal efficiency is not just “the billet looks cleaner.” In rolling mills, it means:
- oxide scale is fractured and fully evacuated before deformation
- scale does not re-adhere or re-enter the roll gap
- descaling performance is consistent across billet width and length
- surface quality and roll wear remain stable across heats
This depends heavily on delivering uniform jet impact energy across the target surface. That uniformity is created primarily by header geometry and nozzle arrangement.
2) The Header’s Job: Convert Pump Power into Uniform Jet Impact
A descaling system converts mechanical power into hydraulic power, and then into jet kinetic energy.
The header’s job is to deliver:
- correct pressure at each nozzle
- correct flow distribution across all nozzles
- correct jet direction and overlap so no “dead zones” exist
- stable conditions when valves switch on/off and billets pass
If a header distributes flow unevenly, you get uneven jet strength. That causes striping: one side clean, one side partially scaled—leading to roll wear patterns and surface defects.
3) Nozzle Spacing: The #1 Design Lever (And the Most Misjudged)
Nozzle spacing decides:
- how uniformly the billet surface is covered
- whether jets overlap correctly
- whether scale fractures uniformly or in patches
If spacing is too wide:
- “shadow zones” remain between jets
- scale stays attached in bands
- those bands break later inside the roll gap and become abrasive debris
If spacing is too tight:
- you may overuse water and cause thermal loss
- jets interfere with each other, creating turbulence and reducing coherence
- maintenance cost increases with unnecessary nozzle count
Best practice: nozzle spacing must be engineered as a function of billet width, spray angle, stand-off distance, and desired overlap—not a fixed “standard pitch.”
4) Spray Angle and Overlap: Why Pressure Alone Can’t Fix Poor Coverage
A nozzle has a defined spray angle (fan or pencil jet), and that angle determines the coverage width at a given stand-off distance.
Two failure modes are common:
A) Underlap (gaps):
Jets don’t overlap enough → scale remains in strips → defects and roll damage.
B) Overlap overload (too much overlap):
Overlapping jets waste energy and can reduce jet coherence → scale fracture becomes inconsistent and water consumption rises.
Correct overlap ensures:
- uniform impingement force across the surface
- consistent scale fracture
- consistent evacuation direction (scale moves away, not into stands)
Header design is where overlap is “locked in.” Changing pump pressure later cannot repair a geometry problem.
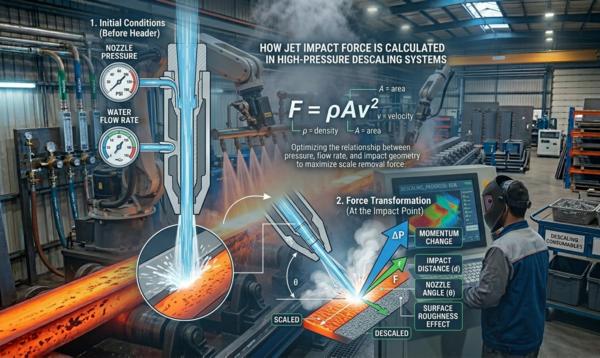
5) Stand-Off Distance: Jet Coherence Lives or Dies Here
Stand-off distance is the gap between nozzle exit and steel surface. It directly affects:
- jet coherence at impact
- actual impact pressure on the surface
- misting vs hard-hitting jet behavior
If stand-off distance is too high:
- jet breaks into droplets
- impact force drops sharply
- descaling becomes “spray cooling” instead of mechanical removal
If stand-off distance is too low:
- risk of mechanical damage from scale rebound
- nozzle exposure to heat and splashback increases
- nozzle and mounting wear accelerates
A correct descaling header design maintains a stand-off distance that preserves jet coherence while protecting hardware—this is one reason headers must be engineered for each mill’s space constraints.
6) Impact Angle: Scale Must Lift and Exit, Not Rebound Into the Mill
Nozzle angle controls whether scale is:
- lifted and flushed away from the billet path, or
- driven into corners, guides, and roller tables (creating “mill garbage”)
Correct impact angle:
- maximizes fracture at the oxide-metal interface
- promotes directional flushing of scale
- reduces re-adhesion and redeposit downstream
In many mills, a major part of “garbage” buildup is not scale formation—it’s bad evacuation geometry caused by header angle and poor drainage design.
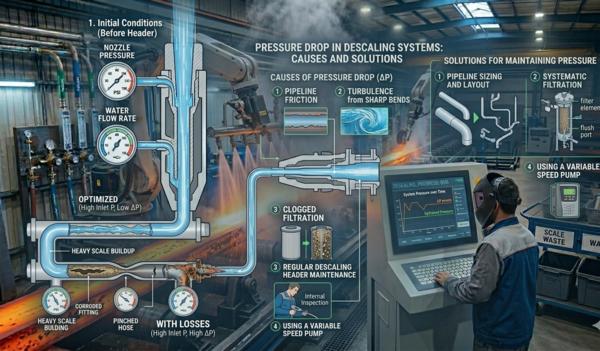
7) Pressure Loss Inside the Header: The Silent Efficiency Killer
Even if your pump produces 250–300 bar, the nozzles may not see it equally.
Pressure losses occur due to:
- header internal friction
- poor manifold sizing
- long branch lines
- sharp bends and restrictions
- valve throttling
In a poorly designed header, the first nozzles may hit hard while the last nozzles starve, producing uneven scale removal.
A robust rolling mill descaling header is engineered to:
- minimize internal pressure drop
- maintain consistent nozzle pressure across all outlets
- balance flow so each nozzle performs predictably
This is where good engineering beats “copy-paste” design.
8) Nozzle Tip Wear: Header Design Must Assume Wear Will Happen
Nozzles wear. That’s not a defect; it’s physics.
As nozzles wear:
- orifice size increases
- flow increases unintentionally
- nozzle pressure at impact effectively drops
- jet coherence degrades
A good descaling header design:
- allows easy nozzle inspection and replacement
- supports routine measurement
- includes filtration strategy to slow wear
- makes pressure measurement points accessible at the header
Mills that don’t plan for nozzle wear end up chasing phantom pump problems.
9) Filtration and Header Reliability: Clean Water Protects Jet Geometry
Scale removal efficiency depends on jet geometry. Jet geometry depends on nozzle condition. Nozzle condition depends on filtration.
If filtration is weak:
- nozzle blockage causes striping
- nozzle erosion accelerates
- valve seats suffer
- header performance drifts over time
For stable header performance, experienced mills monitor:
- filter differential pressure (ΔP)
- nozzle inspection intervals
- header pressure readings, not just pump discharge
In PressureJet-style application engineering, filtration is treated as part of header performance—not an accessory.
10) Practical Symptoms of Poor Header Design (What You See in the Mill)
If header design is not correct, mills typically observe:
- striping patterns on billets after descaling
- one-side scale retention
- frequent “garbage” deposits near guides and roller tables
- inconsistent roll wear patterns across width
- rising surface defects despite “same pressure”
- increased rejection due to scale-related marks
These are not random; they are the downstream signature of uneven jet energy distribution.
Conclusion: The Header Determines Whether Your Pressure Becomes Performance
Descaling success is not defined by pump pressure alone. The decisive factor is how effectively the system converts pressure and flow into uniform, coherent, correctly aimed jets at the steel surface.
A high-performing descaling header design ensures:
- correct nozzle spacing and overlap
- correct stand-off distance
- correct impact angle and evacuation direction
- minimal header pressure loss
- maintainability to manage nozzle wear
- filtration discipline to preserve jet quality
When header design is right, scale removal efficiency becomes stable, roll wear reduces, and the mill runs cleaner and more predictable. That is exactly why rolling mills work with specialists like PressureJet—because descaling is not a component purchase, it is an engineered application system.
Contact our experts today for a customized descaling solution.
- Visit: www.pressurejet.com
- Specialized Portal: www.steeldescaling.com