In rolling mills, descaling performance is often discussed in terms of pressure: 150 bar, 200 bar, 300 bar, 400 bar. Pressure matters—but pressure alone does not remove scale. What actually breaks the oxide bond is jet impact at the steel surface: the mechanical action created when a high-velocity water jet hits hot steel and transfers momentum.
That is why serious hydraulic descaling engineering always comes back to one core question:
How much impingement force is the jet delivering at the billet/bloom/slab surface?
This blog explains the jet impact force calculation used in high-pressure descaling systems, starting from basic physics and then adding the real-world corrections that rolling mill maintenance engineers deal with every day (nozzle wear, stand-off distance, header pressure losses, and valve/filtration constraints).
Prepared on behalf of PressureJet (application-focused high-pressure pumping and descaling systems). No magic claims—just the mechanics.
1) Why “Jet Impact Force” Matters More Than “Pump Pressure”
Two mills can run the same pump pressure and get different results because the jet does work at the surface, and surface work depends on:
- Pressure at the nozzle (not at the pump)
- Nozzle orifice size and condition
- Flow rate per nozzle
- Jet velocity and coherence
- Impact angle and stand-off distance
In descaling, oxide scale is removed when the jet delivers enough impingement force (and associated shear/peeling action) to fracture and lift scale, and enough flow to evacuate it. That’s why calculating jet force is useful: it links hydraulic design to what the steel “feels.”
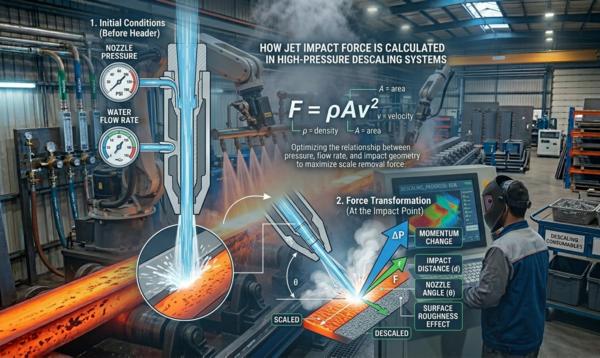
2) The Physics Foundation: Momentum Transfer
A water jet carries momentum. When it strikes a target and slows down, that momentum change produces force. In its simplest form:
Force = rate of change of momentum
For a jet hitting a flat surface and (approximately) stopping normal to the surface: F≈m˙v
Where:
- F = impact force (N)
- m˙ = mass flow rate (kg/s)
- v = jet velocity at impact (m/s)
Mass flow rate is:
m˙=ρQ
- ρ= water density (≈ 1000 kg/m³ for engineering calculations)
- Q = volumetric flow rate (m³/s)
So the practical engineering form becomes:
F≈ρQv
This is the core relationship behind jet impact force calculation.
3) How to Get Jet Velocity from Pressure
In hydraulic descaling, velocity comes from converting pressure energy into kinetic energy through a nozzle.
For an ideal nozzle (no losses), Bernoulli gives: videal=2ΔPρ
But real nozzles have losses, represented by a discharge coefficient CdC_dCd (typically ~0.85–0.95 depending on nozzle type and condition).
So: v=Cd2ΔPρ
Where:
- ΔPDelta PΔP = pressure drop across nozzle (Pa)
- (Important: use pressure at the nozzle inlet minus downstream pressure, not pump outlet gauge if there are losses.)
4) How to Get Flow Rate from Nozzle Orifice and Pressure
Flow through an orifice/nozzle is: Q=CdA2ΔPρ
Where:
- AAA = nozzle orifice area (m²) : A=πd24
- d = nozzle orifice diameter (m)
5) The Most Useful Result: Force in Terms of Pressure and Nozzle Area
Combine:
F=ρQv
Substitute QQQ and vvv: F=ρ(CdAρ2ΔP)(Cdρ2ΔP)
This simplifies cleanly to: F≈2Cd2AΔP
This is a powerful result for descaling engineers because it shows:
- Force is directly proportional to pressure
- Force is directly proportional to nozzle area (orifice size squared)
- Nozzle condition (through CdC_dCd) matters significantly
6) Scaling Up: Total Header Force vs Useful Descaling Effect
If you have 10 nozzles of similar specification, the theoretical total normal force could be roughly 10×46=46010 times 46 = 46010×46=460 N.
But mills must be careful with interpretation:
- Total force is not the same as “descaling performance”
- Performance depends on coverage uniformity, overlap, and evacuation direction
- A header with uneven pressure distribution can have “high total force” but still leave stripes and dead zones
That’s why descaling header design and nozzle spacing matter as much as the pump.
7) Real-World Corrections (Where Calculations Meet Mill Reality)
The formula F≈2Cd2AΔPF is a starting point. Real systems require correction factors.
A) Impact Angle Correction
If the jet hits at an angle θ to the surface normal, the normal component of momentum reduces by cosθ:
Fnormal ≈ ρQvcosθ
Angle matters because:
- Normal force helps fracture/lift scale
- Tangential components help shear and sweep scale away (useful for evacuation)
In practice, descaling headers use angles that balance fracture + flushing.
B) Stand-Off Distance and Jet Coherence
Jets lose coherence with distance due to turbulence and breakup. If the stand-off is too high, the jet becomes droplets/mist, reducing effective impact.
Practical implication: two mills with same pressure/nozzle can deliver different impact at the surface if stand-off differs.
C) Nozzle Wear (The Silent Force Killer)
Nozzle erosion does two damaging things:
- It changes orifice size (affects flow and jet structure)
- It changes CdC_dCd and jet coherence
A worn nozzle can make gauge pressure look fine but reduce effective surface impingement force, causing incomplete scale removal and “scale reappears after descaling” symptoms downstream.
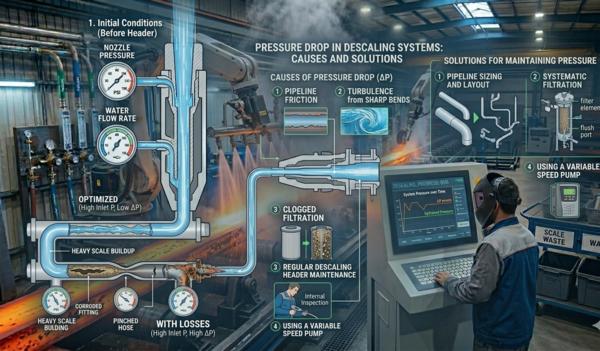
D) Header Pressure Loss (Pump Pressure ≠ Nozzle Pressure)
Pressure at the nozzle inlet may be lower than pump discharge due to:
- pipe friction losses
- restrictive valves
- manifold imbalance
- clogged strainers/filters
- long branch lines and sharp bends
Best practice: measure pressure near the header (or calculate losses) rather than assuming pump gauge equals nozzle pressure.
E) Supply Instability: Filtration and Booster Infeed
If the inlet to the high-pressure pump is unstable (filter choking, cavitation risk), the system may show pressure fluctuations and reduced volumetric efficiency, lowering delivered flow at pressure.
For mills, this is why “pressure drop troubleshooting” must include:
- booster pump inlet filter condition
- suction line air ingress
- differential pressure across filters
8) A Practical Engineer’s Workflow (Calculate + Validate)
To use jet impact force calculation correctly in a rolling mill:
- Measure pressure at the header, not only at the pump
- Confirm nozzle orifice and type (and record operating hours)
- Apply corrections:
- angle (cosθ)
- stand-off (coherence losses)
- Validate against field symptoms:
- striping = coverage/overlap or nozzle issues
- flakes returning = evacuation/drainage issue
- uniform thin film = re-oxidation window issue
This method prevents the most common mistake in mills: treating descaling like a “pressure-only” topic.
9) Where PressureJet Adds Value (Truthfully)
PressureJet cannot change oxidation chemistry. What PressureJet does in descaling projects is ensure the system delivers usable jet energy at the surface, consistently, by engineering:
- pump + manifold sizing for stable nozzle pressure
- nozzle selection and header geometry for uniform coverage
- filtration strategy that protects nozzles and valves
- maintainability practices so force doesn’t drift over time due to wear
In short: the goal is to keep the calculated force close to the delivered force—shift after shift.
Conclusion
Jet impact force is not a “mystery.” It is momentum transfer:
F≈ρQv
And in descaling headers, it can be expressed directly in terms of nozzle area and pressure:
F≈2Cd2AΔP
These equations help rolling mills move from guesswork to control. They also explain why descaling performance can change even when the pump looks healthy: nozzle wear, header losses, stand-off distance, and valve/filtration issues all reduce the effective impingement force on the steel.
If your mill is optimizing descaling, the next step after calculation is simple: measure pressure at the header, inspect nozzles by hours, track flow at pressure, and engineer coverage and evacuation. That’s how you turn hydraulic power into consistent scale removal efficiency.
Contact our experts today for a proven Impact calculation and Descaling Solutions.
- Visit: www.pressurejet.com
- Specialized Portal: www.steeldescaling.com