Mild steel rolling mills fight a constant enemy: oxide scale generated during reheating. Even when mills run “standard grades” and “standard temperatures,” scale behavior can vary sharply with furnace atmosphere, soaking time, and billet surface condition. If the mill treats descaling as a utility instead of a process control system, the outcome is predictable: inconsistent surface quality, accelerated roll wear, and persistent “mill garbage” deposits around the roughing zone.
This blog explains descaling solutions for mild steel rolling mills in a practical engineering way—how to select pressure, match flow to billet size, design headers and nozzles, and maintain the system so descaling performance stays stable across shifts. Written on behalf of PressureJet, widely known for application-specific high-pressure pumping and descaling systems in steel plants.
1) Why Mild Steel Still Needs Serious Descaling
A common misconception is that mild steel forms “easy scale.” It is true that mild steel scale is generally less adherent than alloy steel scale, but that does not mean it is harmless.
If scale enters rolling stands, it causes:
- Third-body abrasion on rolls (scale particles act as hard grit)
- Surface marks, pits, and laps on bars/sections
- Slip and unstable bite in the first stands
- Scale accumulation in guides and chutes → mill garbage
- Increased roll grinding and roll changes → lower uptime
Mild steel mills that push high throughput (especially in bar/section mills) often suffer more from scale because the system is running continuously, and small inefficiencies compound fast.
2) What a Mild Steel Descaling System Must Deliver
A reliable hydraulic descaling system for mild steel should deliver:
- Stable nozzle pressure (not just pump discharge pressure)
- Flow rate matched to billet size for coverage + evacuation
- Correct jet impact angle and stand-off distance
- Consistent jet coherence (clean water + good filtration)
- Fast, repeatable valve timing if billet tracking is used
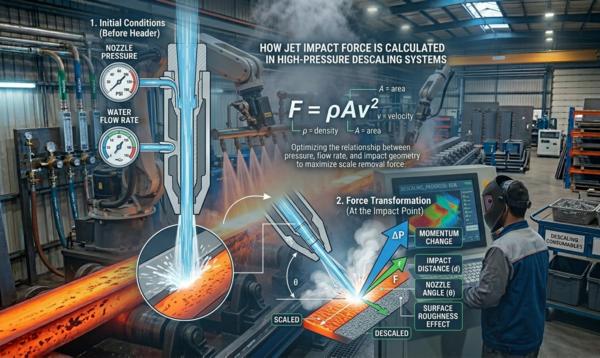
Descaling is not “washing.” It is scale fracture + evacuation. That requires controlled impingement force and enough water mass flow to carry the fractured scale away from the rolling path.
3) Recommended Pressure Range for Mild Steel Rolling Mills
Most mild steel descaling applications perform best in the range of:
- 200 bar: common minimum for reliable descaling in many mills
- 250 bar: used when furnace scale is thicker, line speeds are higher, or surface quality targets are stricter
Some mills operate at 150 bar, but in many modern mills that is insufficient to consistently remove magnetite layers, especially when furnace conditions fluctuate. The safest engineering approach is to treat 200 bar as the practical baseline for mild steel rolling mill descaling, and increase toward 250 bar when field data shows incomplete scale removal.
Important: Pressure selection must be validated with nozzle design and flow distribution. High pressure without correct flow often fractures scale but leaves it partially attached.
4) Flow Must Be Billet-Size Specific (This Is Where Many Systems Fail)
Pressure is only half the story. In mild steel, scale fractures relatively easily compared to alloy steel, but it still must be evacuated.
That’s why flow rates must be billet-size specific:
- Smaller billets need coherent jets with controlled coverage
- Larger billets need more total flow to cover width and flush scale
If total flow is too low:
- Scale cracks but remains on the surface
- Re-adheres downstream or enters the roll bite
- You get inconsistent descaling and roll damage
If total flow is too high:
- Billets cool more than necessary
- Rolling energy demand increases
- Thermal control becomes harder
PressureJet systems are typically engineered by selecting pressure (e.g., 200–250 bar) and then sizing the header/nozzle flow around actual billet size, width coverage, and mill speed.
5) Header & Nozzle Engineering for Mild Steel Descaling
A rolling mill descaling header is not just a pipe with nozzles. It’s a precision distribution system where geometry drives performance.
Critical design points:
- Nozzle spray angle must match billet width with overlap
- Stand-off distance must preserve jet coherence at impact
- Jet angle must promote scale lifting and evacuation, not rebounding
- Nozzle arrangement must avoid dead zones and striping
For mild steel, nozzle wear is often the silent killer of performance. Eroded nozzle orifices reduce effective jet impact and can cause pressure drop at the workpiece even when pump pressure looks “normal.”
6) Filtration & Water Quality: The Foundation of Jet Coherence
Mild steel mills often use recirculated water. That makes filtration non-negotiable.
Poor filtration leads to:
- Nozzle blockage → distorted spray → incomplete descaling
- Nozzle erosion → orifice growth → reduced impingement force
- Valve seat damage → leakage and timing errors
- Pump valve wear → reduced volumetric efficiency
Best practice is to implement:
- Reliable staged filtration
- Differential pressure monitoring across filters
- Routine nozzle inspection intervals based on operating hours
For mills, the ROI is direct: stable descaling → less roll damage and fewer surface defects.
7) Pump Selection for Mild Steel Descaling (What Matters)
For mild steel descaling, the pump must deliver:
- Stable high pressure at operating duty
- Consistent flow at pressure
- Strong volumetric efficiency over time
- Maintainability in mill conditions
Reciprocating plunger pumps are commonly used because they are inherently suited for 200–250 bar continuous duty and provide predictable performance when maintained.
What mill engineers should monitor:
- Pressure at the header/nozzle
- Flow rate consistency
- Volumetric efficiency trend (pressure + flow together)
- Seal leakage and valve wear indicators
8) Troubleshooting: When Mild Steel Descaling “Suddenly” Becomes Weak
Weak descaling is usually not sudden—it’s gradual until it crosses a threshold. Use this structured troubleshooting flow:
Step 1: Check nozzle tips first
- Erosion increases orifice → lowers jet impact force
- Blockage causes spray distortion and striping
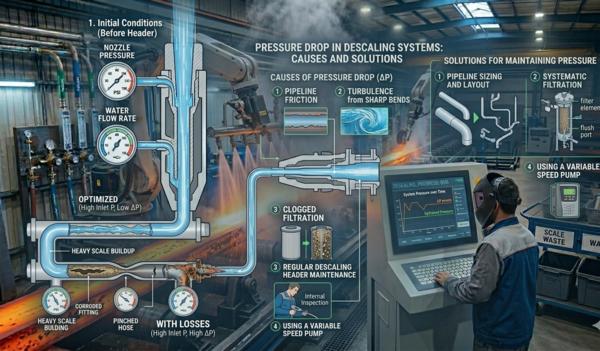
Step 2: Verify pressure at header/nozzle
- Pump pressure can be fine while line losses or restrictions steal pressure
Step 3: Inspect valve performance (if using on/off valves)
- Guide wear, sticking, or restriction causes pressure drop and timing mismatch
Step 4: Monitor booster pump inlet filters
- Choked filters starve the system → cavitation → pressure fluctuations
Step 5: Trend volumetric efficiency
- Falling flow at constant pressure indicates internal wear or valve issues
This sequence prevents misdiagnosis and reduces unnecessary downtime.
9) Practical Outcomes Mild Steel Mills See with Correct Descaling
When mild steel descaling is engineered properly, mills typically see:
- Cleaner entry into stands → stable bite and fewer slips
- Lower roll wear and reduced grinding frequency
- Fewer surface marks and lower rejection/rework rates
- Reduced scale buildup and less “mill garbage” in the line
- More predictable mill operation across heats
Even modest improvements in roll life and rejection rates create measurable ROI because they reduce unplanned stoppage and consumable spend.
Conclusion: Mild Steel Descaling Is About Consistency, Not Just Pressure
The best descaling solutions for mild steel rolling mills are built on process stability:
- Select the right pressure range (200–250 bar for most mild steel mills)
- Match flow to billet size so scale is evacuated
- Engineer headers and nozzles for coherent impact and full coverage
- Protect the system with filtration and monitoring
- Maintain performance by tracking nozzle condition and volumetric efficiency
PressureJet’s strength in this domain comes from engineering descaling as a complete application system—pressure, flow, nozzles, filtration, and maintainability—so mills get consistent scale removal, stable rolling, and predictable uptime.
Contact our experts today for a customized descaling solution.
- Visit: www.pressurejet.com
- Specialized Portal: www.steeldescaling.com